Both laser cladding and high-velocity oxygen fuel (HVOF) are widely used in industrial applications to both enhance and restore high-performance components. Each process applies a coating designed to withstand harsh conditions. Despite their shared goal, laser cladding and HVOF differ significantly in their processes, coating properties, and applications.
Processes
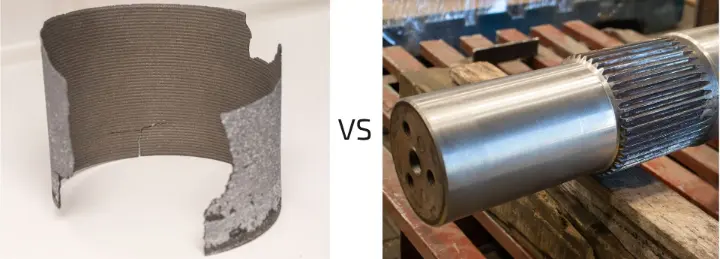
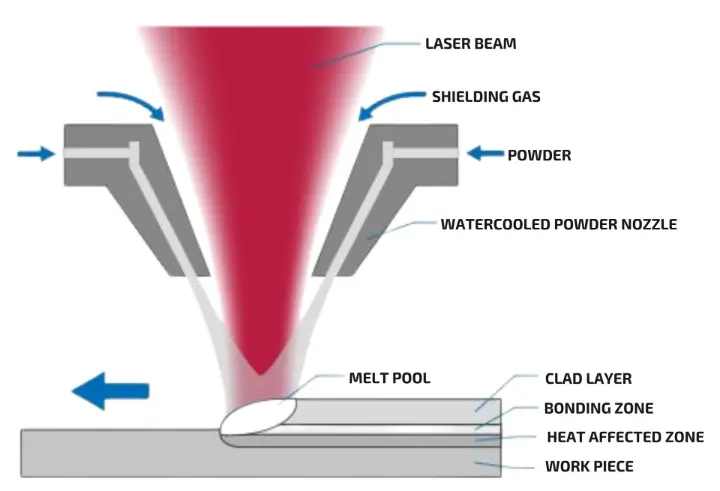
Laser cladding involves the deposition of a material onto a substrate using a laser beam. This process forms a metallurgical bond, whereby the deposition material fuses with the substrate surface material creating a new homogeneous surface with minimal dilution of the base material (unlike other arc welding processes).
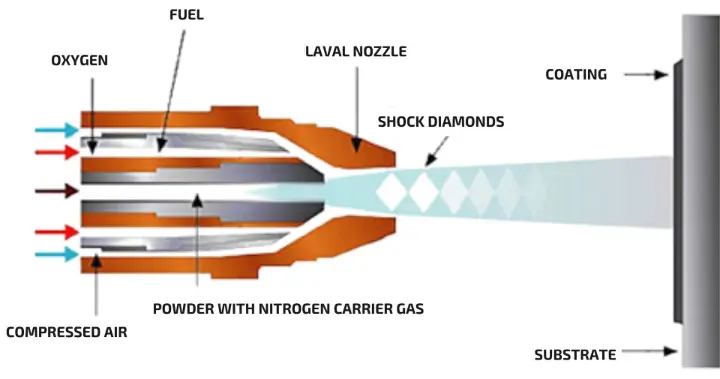
In contrast, HVOF coating relies on a combustion process to heat a feedstock powder, which is accelerated by a high-pressure oxygen-fuel mixture and sprayed onto the substrate at supersonic velocities. This method provides a mechanical bond which relies on friction to adhere the coating material onto the substrate.
Coating Properties - Wear resistance
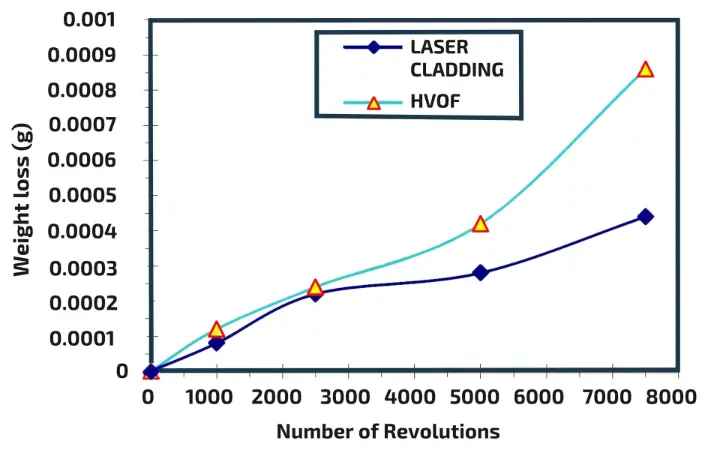
Laser cladding coatings offer superior wear resistance and superior adhesion to the substrate under high-stress conditions compared to other coating methods such as HVOF.
Coating Properties - Corrosion Resistance
Along with superior wear resistance, laser cladding also demonstrates excellent corrosion resistance.
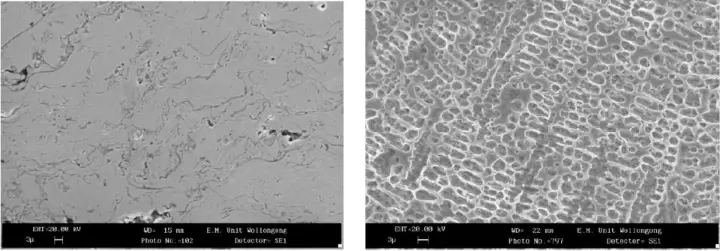
During the laser cladding process, the laser focuses intense energy onto a relatively small heat affected zone (HAZ) of the substrate causing rapid melting and fusion of the surface of the substrate and deposition material. This intense, focused energy input is followed by rapid cooling, which results in the formation of a dense, fine-grain micro-structure with minimal to no cracks or porosity.
Porosity in materials provides pathways for corrosive agents (such as water, oxygen, or chloride ions) to infiltrate and initiate corrosive processes. By minimizing porosity, laser cladding reduces the voids that could trap moisture or other corrosive agents. This leads to a more robust protective coating capable of withstanding the toughest environments.
HVOF coatings can sometimes exhibit higher porosity - in part - due to the oxides introduced during the thermal spray process. This can lead to corrosion, reduced strength, and machinability issues, which can cause long-term problems with HVOF coatings of certain materials in highly corrosive environments.
Applications
The main advantage of HVOF over laser cladding is the versatility of its application. Unlike laser cladding equipment, HVOF is portable - making it ideal for those in the construction industry requiring on-site repairs. Thermal spray guns can also - in many cases - be operated by hand, independent of the expensive automated robots or CNC machinery (and their skilled operators) necessary for laser cladding.
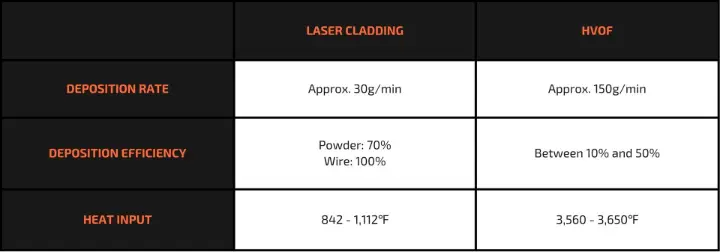
While the application of HVOF coatings may be faster, laser cladding has a much better deposition efficiency. This is due to the relative precision of the process. The focused HAZ allows the coating material to melt and fuse directly to the substrate in a relatively controlled manner.
In comparison, the combustion propulsion of the HVOF process causes a significant amount of material to be lost due to overspray and bounce-back. When dealing with expensive powders, this inefficiency could prove costly.
The small HAZ of laser cladding produces relatively little heat input compared to HVOF spray, which requires combustion to melt and propel the coating material onto the substrate. This makes laser cladding ideal for heavy duty coatings on parts that are prone to heat distortion.
Conclusion
While HVOF can initially appear to be a faster and more cost-effective solution, it’s mechanical bond may not hold up in extreme environments like the metallurgical bond of laser cladding. This will lead to more frequent repairs and therefore more in-services downtime, which will cost more money and time in the long run. This makes laser cladding the best solution for those industries with components that face extreme wear or require surface rebuilding, such as oil & gas, forestry, and mining.